PCBN Solid Inserts for finishing hard Turning
 The most common application area for PCBN is finishing of case hardened steel components where traditionally tipped inserts are used.
The most common application area for PCBN is finishing of case hardened steel components where traditionally tipped inserts are used.
By converting to solid inserts, a much more cost effective production can be achieved.
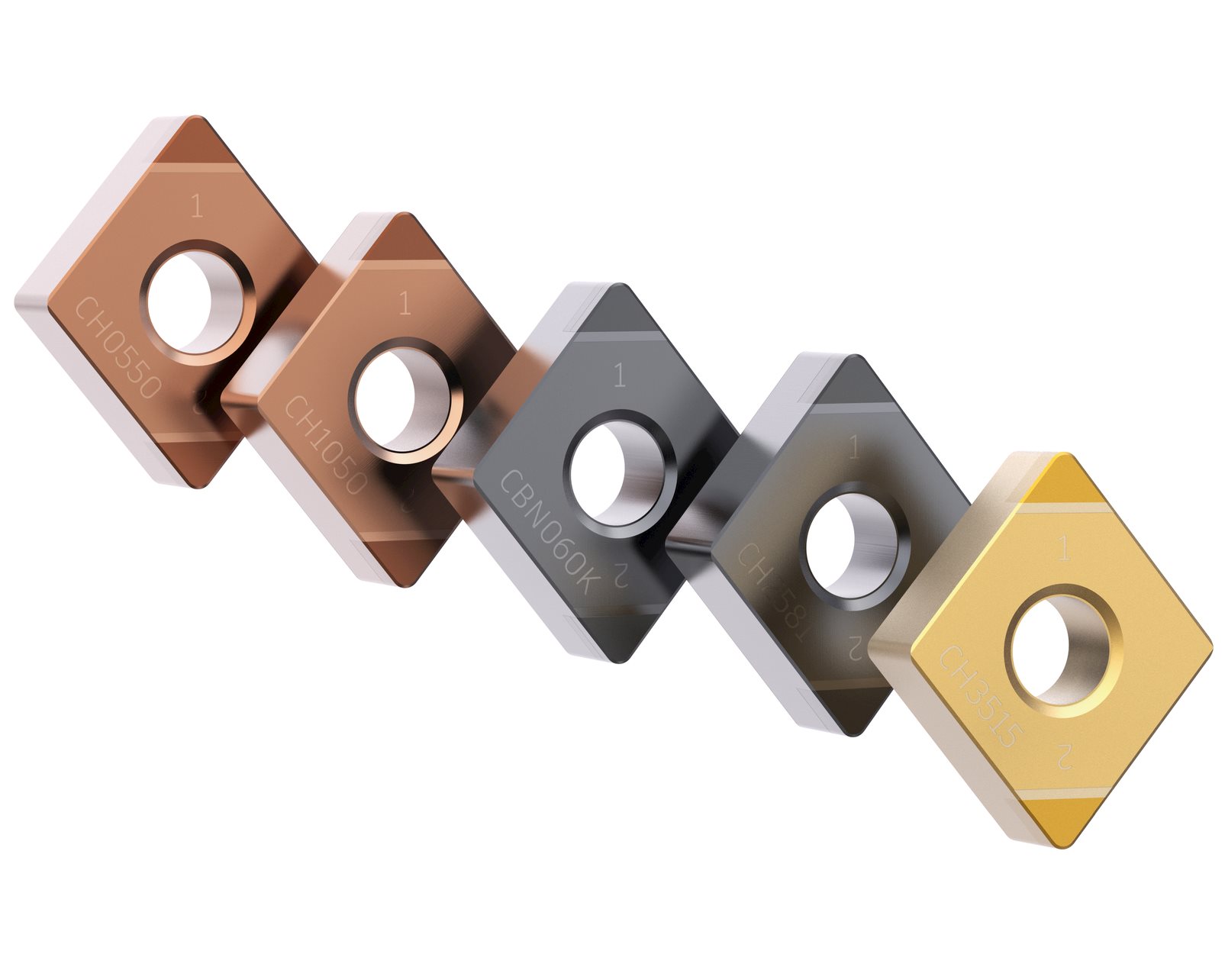
On a solid insert the cost per edge is considerably lower than on a tipped insert.
A round solid insert will give maximum number of cutting edges per insert.
See table below
Depth of cut | No of cutting edges |
[mm] | RNGN06.. | RNGN09.. |
0.1 | 40 | 48 |
0.15 | 32 | 40 |
0.2 | 28 | 34 |
0.25 | 24 | 30 |
0.3 | 22 | 28 |
0.4 | 20 | 24 |
0.5 | 16 | 20 |
Where a round insert can´t be used, for example when you need to machine toward a shoulder a solid TNGN11…..will offer a very cost effective alternative.
A solid low PcBN TNGN11… insert offer 6 effective cutting edges and are easy to index.
Due to the new pricing structure for 2018 the price level for solid TNGN 11… in all low PcBN grades are considerable reduced and are now offering an even more cost competitive alternative to brazed inserts.
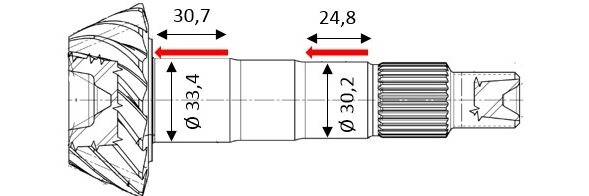
Component: Pinion
Material: 20MnCr5, SMG-H3
Hardness: 60 Hrc
Operation: OD Turning
Cutting speed: 220 m/min
Feed: 0.25 mm/rev
Depth of cut: 0.15 mm
Parts / edge: 220 pcs

Holder:
C5-DCLNL-35060-12-M
Insert:
CNGA120408S-01525-L1-B
Number of cutting edges: 2

Holder:
C5-CTJNL-35060-11
Insert:
TNGN110308S-01525
Number of cutting edges: 6
Solid Inserts
For more information, please contact your local Seco representative, or our PCBN team.