Cut out difficulty
Patrick de Vos, Senior Consultancy Expert at Seco Tools, explains in this article the easy way to deal with “difficult-to-machine” materials.Traditionally, metal cutting has meant cutting steel alloys and cast irons. In today’s workshops, however, we face other materials such as stainless steels, ferrous and nonferrous (e.g. titanium) heat-resistant alloys and superalloys. These materials are very different from traditional steel alloys, and can give real meaning to the phrase “difficult-to-machine”.
Machinability indicates how easily a material can be machined at low cost. It is an average rating stated in comparison with a reference material. This ratio indicates potential problems with chip forming, cutting forces, temperature,tool wear and workpiece quality.
While it depends on all the elements in a metal cutting process, machinability is customarily talked about as a material property. Five basic material properties greatly influence machinability: adhesion, strain hardening, thermal conductivity, hardness and abrasiveness.
When a material has a high adhesion tendency, tougher tool materials and specific coatings should be used. Cutting speeds should be high.
A material with a high strain hardening (deformation hardening) tendency requires toolswith micro-sharp cutting edges. Cutting speeds can vary, but feeds should be increased.
When a material has low thermal conductivity, the tool material should have high hot hardness. Cutting speeds and feeds should be limited. A hard workpiece material requires a harder tool material, of course. Basically, the feed and the cutting depth have to be kept on a moderate level. An abrasive workpiece material needs tool materials with high abrasion resistance. Cutting conditions must be adapted to the situation to increase the cutting utilization or efficiency.
What can we conclude from these reflections? By understanding how these five basic material properties interact with a cutting tool, we can vastly improve productivity and cost savings. The only thing to do is select cutting tools and cutting conditions according to a workpiece material’s properties – and have the right expectations. So are “difficult-to-machine” materials difficult? Not really. They’re just different.
How to approach different materials
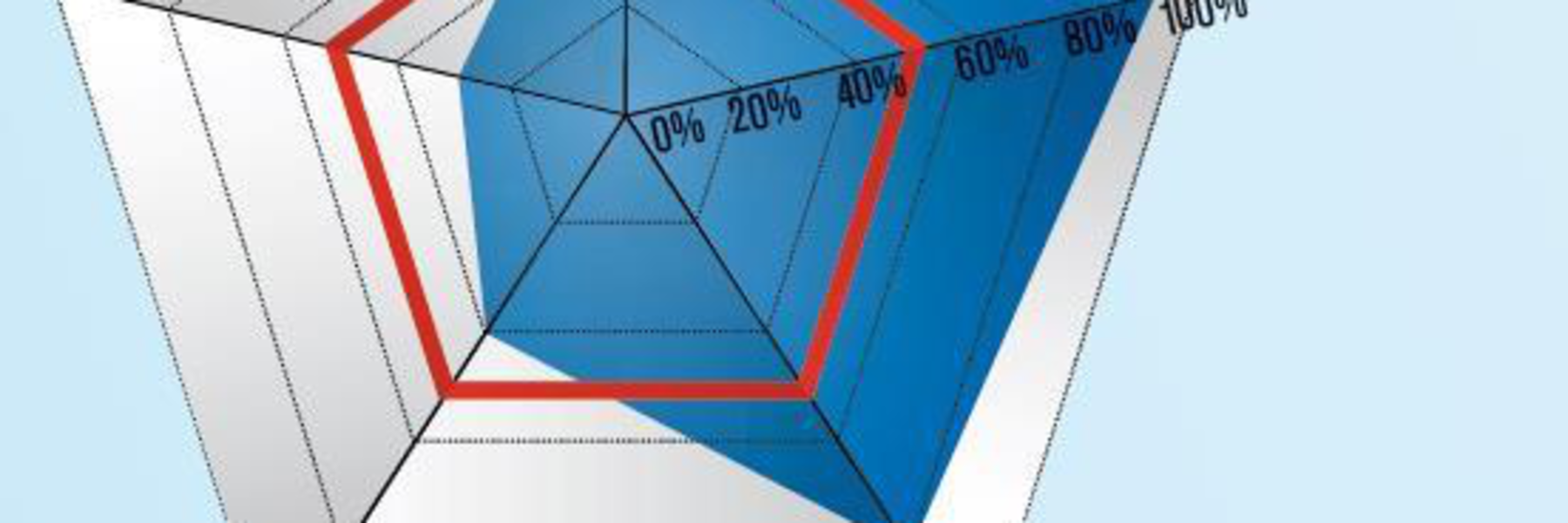
When comparing 5 important properties for 2 typical workpiece materials – 42CrMo4 (a typical steel alloy) and Inconel 718 (a “difficult-to-machine” superalloy) – we see directly how they are different and how to adjust accordingly.
Higher adhesion tendency?
Use insert grades with correct coating and make sure chip forming is under control (correct chip breaking geometry). Consider the importance of feed!
Higher strain hardening?
Use a sharper cutting edge and cutting geometries.
Lower thermal conductivity?
Use insert grades with high hot hardness and use the correct cooling method. Of course, select cutting conditions that correspond with these properties. Compared with steel applications, the Inconel 718 depth of cut and feed can be of the same magnitude (perhaps feed even somewhat higher), but cutting speed needs to be lower (lower thermal conductivity).
